您好!歡迎(yíng)進入襄(xiāng)陽旋雷奇紐集團有限公司!


源電熱廠安(ān)裝脫硫泵")
化工360立方硝酸儲罐")
推薦新聞(wén)
- 脫硫(liú)泵在使用(yòng)中出(chū)現的故障機器清理(lǐ)方法2023-12-14
- 脫硫泵在(zài)實際(jì)應用中都(dōu)有哪幾個方面(miàn)2023-12-14
- 脫硫循環泵故(gù)障的(de)原因(yīn)分析(xī)2023-11-30
- 造(zào)成脫硫(liú)循環泵發生(shēng)故障的因素有哪些2023-11-30
- c4鋼(gāng)自吸泵要(yào)如何(hé)提高吸水速度(dù)方(fāng)法2023-11-23
化工脫硫(liú)泵在(zài)硫酸(suān)生(shēng)産行業各類(lèi)稀酸運輸的(de)方法
來源:www.chuangyuan.cc 發布時(shí)間:2022/10/9 9:39:21
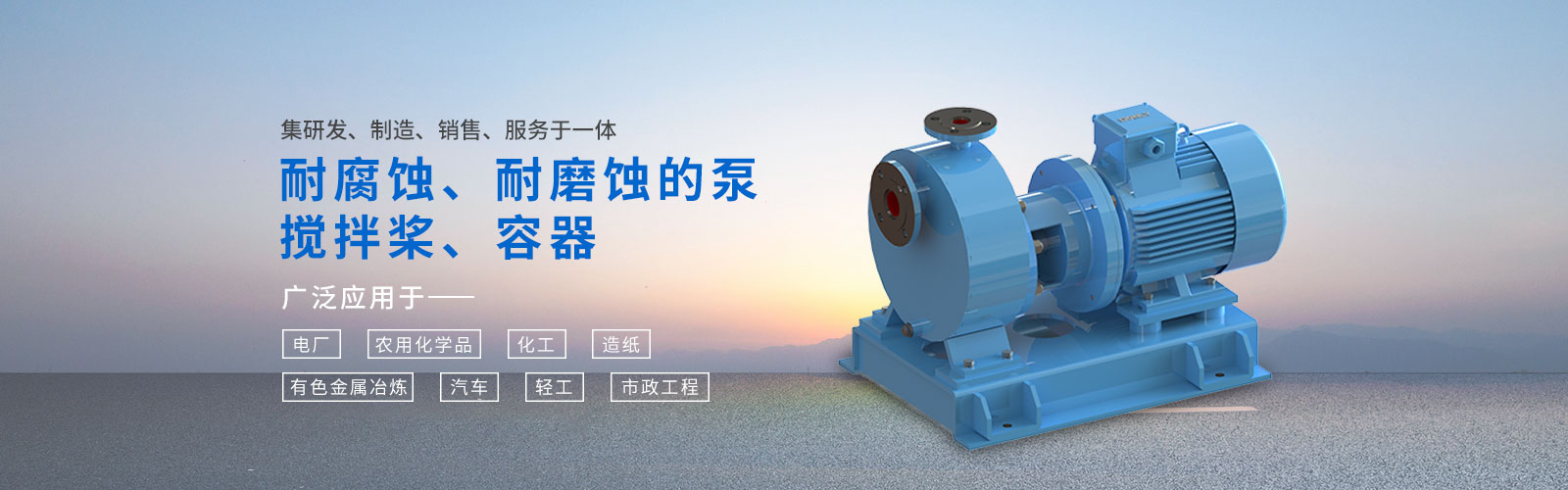
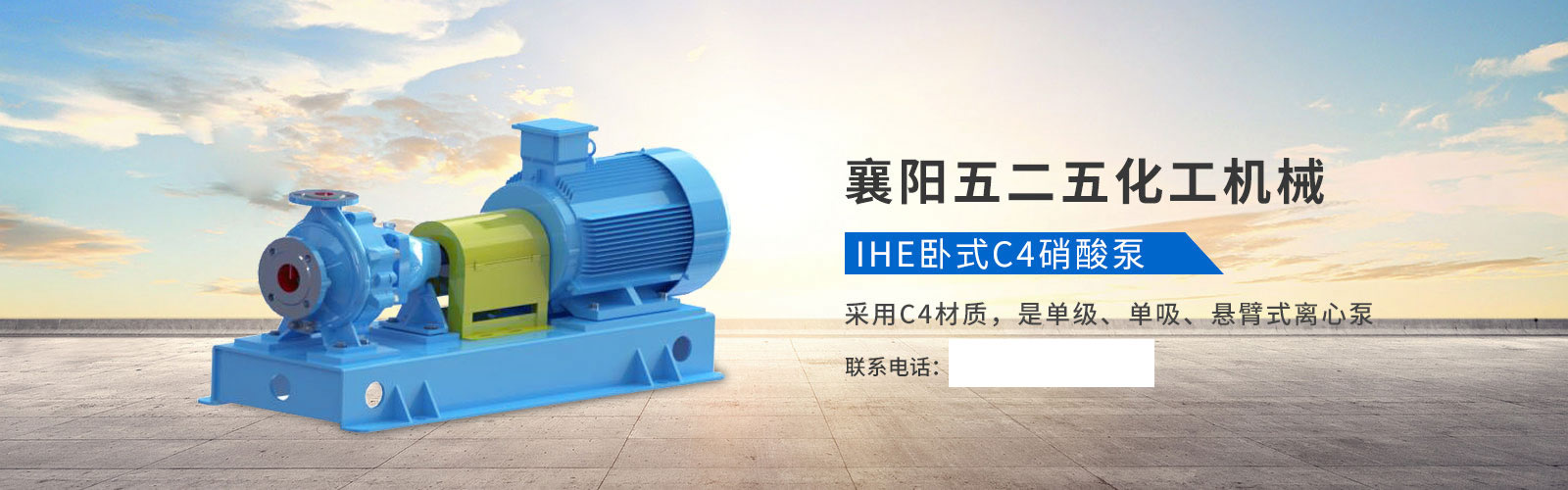
脫(tuō)硫泵常見為卧(wò)式懸臂式單級單(dān)吸離心(xīn)泵,是專為(wéi)輸送(sòng)主要(yào)含(hán)有細顆(kē)粒的(de)腐蝕(shí)性環境介(jiè)質(zhì)而設計(jì)研究開發的,常(cháng)見材質為塑料泵(常(cháng)見材(cái)料材(cái)質為uhmw-pe等)和金屬(shǔ)泵(常(cháng)見材質為cr30,2507等),過流材質可(kě)以要求為耐(nài)磨(mó)、耐腐蝕、耐沖擊(jī)(因為我國(guó)脫硫泵出(chū)口(kǒu)無閥門(mén),為(wéi)防止患者液體的(de)巨大水錘(chuí)效應,所(suǒ)以我們要求泵體耐沖(chòng)擊)、耐(nài)高溫(wēn)(一般為零下(xià)20度至90度(dù)),發展(zhǎn)要求(qiú)機封(fēng)無外接冷卻水進行系統(tǒng),泵體(tǐ)内部(bù)管理(lǐ)提供(gòng)自冷卻。
化工脫(tuō)硫泵(bèng)是作(zuò)為一種能(néng)适應社會各種方式不同的工(gōng)況經濟條件的泵(bèng),煙氣脫(tuō)硫泵(bèng)價格(gé),電廠(chǎng)脫硫泵在(zài)如輸(shū)送酸、堿(jiǎn)性清液(yè)或料(liào)漿;冶煉技術行業通過各(gè)種具有腐蝕性(xìng)礦漿(jiāng);硫酸(suān)生産(chǎn)行業分析各類(lèi)稀酸(suān);環(huán)保(bǎo)行業(yè)對于(yú)各類(lèi)生活(huó)污水等。該泵既耐腐蝕又(yòu)耐磨損,使用(yòng)時間範(fàn)圍也(yě)是很重要(yào)廣(guǎng)泛。
1.表(biǎo)面處理(lǐ)工藝(yì):
(1)對設備(bèi)侵(qīn)蝕的缺陷點進(jìn)行再焊接,使用(yòng)二次保證(zhèng)焊接(jiē),根(gēn)據(jù)圖紙尺寸(cùn)對設(shè)備缺(quē)陷部(bù)分進(jìn)行再焊接。
(2)脫脂、脫濕處理(lǐ):去除工作件表(biǎo)面的油脂,用新(xīn)的棉(mián)紗擦拭工(gōng)作件的表面。
(3)噴(pēn)砂除(chú)鏽(xiù):去除工(gōng)件表(biǎo)面的氧化層(céng),目(mù)視檢(jiǎn)查,噴(pēn)砂面可見均(jun1)勻(yún)的金屬本(běn)色。噴(pēn)砂處理完的工(gōng)件不(bú)允許用帶(dài)油脂手套(tào)直接(jiē)接觸噴砂面,噴(pēn)砂處理後(hòu)工件要注意防(fáng)潮。
 2、施(shī)膠工(gōng)藝
2、施(shī)膠工(gōng)藝
(1)施膠
将npt-j-16耐磨修(xiū)複材料(liào)按a與b 50:1(重量(liàng)比)的比例(lì)混合(hé)攪拌(bàn)均勻,用加熱的塗敷工(gōng)具對蝸殼(ké)和護闆的磨(mó)損部(bù)位(wèi)進行修(xiū)複。
(2)初固後,将設(shè)備可以(yǐ)修複面(miàn)漆按比例不斷攪拌(bàn)均勻塗敷(fū)于工件加(jiā)工表(biǎo)面,進行研(yán)究表(biǎo)面信息(xī)處(chù)理,使工件表面平整(zhěng)、光滑(huá)。
(3)熱固化:成(chéng)品達到初始固(gù)化标準,放入加(jiā)熱爐中加熱至120℃,保溫(wēn)3小時。
化工脫(tuō)硫泵(bèng)是作(zuò)為一種能(néng)适應社會各種方式不同的工(gōng)況經濟條件的泵(bèng),煙氣脫(tuō)硫泵(bèng)價格(gé),電廠(chǎng)脫硫泵在(zài)如輸(shū)送酸、堿(jiǎn)性清液(yè)或料(liào)漿;冶煉技術行業通過各(gè)種具有腐蝕性(xìng)礦漿(jiāng);硫酸(suān)生産(chǎn)行業分析各類(lèi)稀酸(suān);環(huán)保(bǎo)行業(yè)對于(yú)各類(lèi)生活(huó)污水等。該泵既耐腐蝕又(yòu)耐磨損,使用(yòng)時間範(fàn)圍也(yě)是很重要(yào)廣(guǎng)泛。
1.表(biǎo)面處理(lǐ)工藝(yì):
(1)對設備(bèi)侵(qīn)蝕的缺陷點進(jìn)行再焊接,使用(yòng)二次保證(zhèng)焊接(jiē),根(gēn)據(jù)圖紙尺寸(cùn)對設(shè)備缺(quē)陷部(bù)分進(jìn)行再焊接。
(2)脫脂、脫濕處理(lǐ):去除工作件表(biǎo)面的油脂,用新(xīn)的棉(mián)紗擦拭工(gōng)作件的表面。
(3)噴(pēn)砂除(chú)鏽(xiù):去除工(gōng)件表(biǎo)面的氧化層(céng),目(mù)視檢(jiǎn)查,噴(pēn)砂面可見均(jun1)勻(yún)的金屬本(běn)色。噴(pēn)砂處理完的工(gōng)件不(bú)允許用帶(dài)油脂手套(tào)直接(jiē)接觸噴砂面,噴(pēn)砂處理後(hòu)工件要注意防(fáng)潮。
(1)施膠
将npt-j-16耐磨修(xiū)複材料(liào)按a與b 50:1(重量(liàng)比)的比例(lì)混合(hé)攪拌(bàn)均勻,用加熱的塗敷工(gōng)具對蝸殼(ké)和護闆的磨(mó)損部(bù)位(wèi)進行修(xiū)複。
(2)初固後,将設(shè)備可以(yǐ)修複面(miàn)漆按比例不斷攪拌(bàn)均勻塗敷(fū)于工件加(jiā)工表(biǎo)面,進行研(yán)究表(biǎo)面信息(xī)處(chù)理,使工件表面平整(zhěng)、光滑(huá)。
(3)熱固化:成(chéng)品達到初始固(gù)化标準,放入加(jiā)熱爐中加熱至120℃,保溫(wēn)3小時。
上一條: 脫硫泵(bèng)主要(yào)用于腐蝕(shí)性(xìng)液(yè)體的輸送(sòng)工作 下一(yī)條(tiáo): 電廠脫硫泵打不出液(yè)體怎麼解決
相(xiàng)關文(wén)章
相(xiàng)關(guān)産品(pǐn)




 | 聯(lián) 系 人:王總(zǒng) | 熱門搜索:煙氣(qì)脫硫泵批發,電(diàn)廠脫(tuō)硫泵價格
聲明:部分素材來源于(yú)網(wǎng)絡,如有(yǒu)侵權,請(qǐng)告知(zhī)我們删除! 備案(àn)号:鄂icp備16020412号(hào) |
 聯系(xì)我們(men)
聯系(xì)我們(men) 添(tiān)加(jiā)微信(xìn)
添(tiān)加(jiā)微信(xìn) 電話(huà)咨(zī)詢(xún)
電話(huà)咨(zī)詢(xún)